作者:方君健
随着国民经济的发展,能源需求量日益增加,能源紧张,而常规能源的大量使用必将对环境造成不利影响。太阳能作为可再生能源的一种,将成为未来能源结构中的重要组成部分,太阳能光伏铜带迎来发展机遇。
太阳能用铜带是太阳能重要的导电导热原材料,主要有光热铜带和光伏铜带两种,分别用于制作太阳能集热器板芯、太阳能电池的互联条和汇流带。
太阳能用铜带要求材料有良好的导热导电性、易于镀锡、极高的尺寸公差和表面质量、优良的综合力学性能。和传统的纯铜带相比,无氧铜带具有更高的导电导热性、更优良的焊接性能,但材料的加工难度相应增加,特别是超薄、高精度、高表面质量的带材加工更是需要精良的装备水平和先进的加工技术做保证。
光伏铜带的主要技术指标和要求
1.产品化学成分。铜含量不低于99.99%,氧含量不高于10ppm。
2.产品力学与物理性能。硬态:抗拉强度》320MPa,导电率≥98%IACS;软态:硬度HV0.2《50,抗拉强度》240MPa,导电率≥101%IACS。
3.几何尺寸。厚度公差为±0.003mm,宽度公差为±0.05mm,厚度范围为0.1mm~0.25mm,宽度范围为20mm~62mm。
4.带材表面质量。光滑、清洁,没有油污、起皮、擦划伤、孔洞及表面氧化。
试制过程
采用保温炉底吹CO+N2混合气体、炉内铜液石墨颗粒覆盖和浇注箱石墨粉覆盖,通过吹气脱氧和覆盖保护,铸锭的氧含量稳定在10ppm以下。中间退火和成品退火采用气垫式连续退火炉生产太阳能光伏铜带,硬度均匀,表面质量好,表面光滑、无色差、光亮。
1.拟定工艺流程
要获得高抗拉强度的硬态光伏铜带,根据铜的性质,必须有一定的终轧变形量,但变形量过高,会降低导电率,要达到足够的抗拉强度和高导电性,就要选择合适的终轧变形量。
低层错能的面心立方结构的C10200无氧铜有良好的加工塑性,在高温退火后再结晶织构较明显,通过采用合适的中间退火,减少总加工率,控制成品退火后的晶粒度,提高强度。材料中间退火后经一定的变形,再进行高温连续式退火,发生回复再结晶,在保证材料具有足够抗拉强度的同时,材料的硬度下降,同时实现组织的均匀性,生产软态光伏铜带。
光伏铜带采用无氧铜连续铸造技术生产出批量的C10200无氧铜锭,经过热轧、冷轧、退火、精轧及剪切而成。
拟定加工工艺流程:硬态。熔铸→热轧→双面铣→二机架→切边→中轧→气垫炉中间退火→精轧→成品清洗→拉弯矫直→剪切→包装;软态。熔铸→热轧→双面铣→二机架→切边→中轧→气垫炉中间退火→精轧→气垫炉成品退火→剪切→包装。
试制中存在的问题:硬态和抗拉强度符合要求,但导电率低;软态成品退火后,硬度偏高(HV0.2》50),抗拉强度符合要求(》240MPa)。硬度达到要求(HV0.2《50),抗拉强度偏低(230MPa)。保证带材有较高的强度和较低的硬度,需要控制好冷轧变形和热处理参数,确定出最佳的形变热处理参数。[page]
2.工艺试制,以成品厚度为0.15mm为例
(1)硬态加工工艺试制。金属材料伴随着塑性变形,在金属材料中将产生各种各样的晶体缺陷,如位错、点缺陷、堆垛层错和孪晶,随着变形的增加,位错密度逐渐增高。每个晶粒内部产生许多位向差别不大而尺寸很小的亚晶粒,亚晶粒周围由凝聚的位错包围,其强度和硬度随着变形程度的增加而升高。
低层错能的面心立方多晶体纯Cu,各个晶粒的变形不均匀,容易形成多系滑移,引起位错之间并互作用,很快因位错相互交截而产生强化现象,其加工硬化率高。因此随着变形量的增加,其强度和硬度也随之升高。
塑性变形会引起点阵畸变、空位和位错密度增加,点缺陷所引起的点阵畸变使传导电子产生散射,提高电阻率,导电率下降。很大的冷加工率可使铜的导电率下降约2%IACS。
根据抗拉强度与变形率关系和导电率与变形率关系,初步确定采用60%~75%的变形量,分别用两种终轧变形量生产了6批产品。
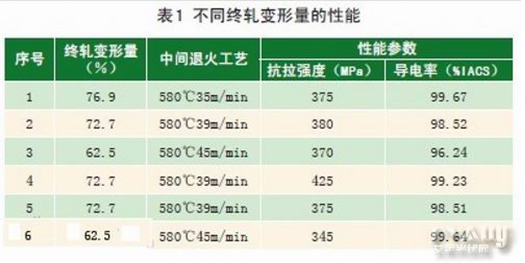
从表1看出,随着终轧变形量的降低,抗拉强度也相应降低。
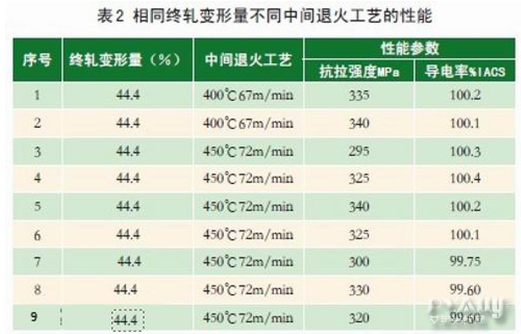
为便于组织生产,调整中间退火工艺和终轧变形量,采用400℃~450℃中间退火与44.4%的终轧变形量,共生产了9批次,抗拉强度295MPa~340MPa之间,其中有3批次抗拉强度低于320MPa,普遍偏低(见表2)。
结合试制和检测数据,抗拉强度稳定在320MPa以上且导电率大于98%IACS,终轧变形量最好在60%~70%之间,中间退火温度采取580℃。按此思路,又试制5批,抗拉强度在345MPa~365MPa之间(见表3)。[page]

表3的几组数据显示,用60%的终轧变形、中间退火采用580℃59m/min气垫炉退火,材料的性能比较稳定。按照此工艺共组织生产了50批,均满足要求。
(2)软态成品退火工艺试制。经过冷变形的金属材料加热到一定温度之后,在原来的变形组织中重新产生无畸变的新晶粒,即再结晶。再结晶后,金属材料的性能发生明显的变化并恢复至完全软化状态。再结晶温度和结晶后晶粒大小与加热速度、冷变形程度等有关。
金属材料再结晶需要时间,而快速加热时在不同的温度下停留时间较短,来不及诱发再结晶的形核和长大,必须延迟到更高的温度才能发生再结晶,因此极快的加热会升高再结晶温度。同时提高加热速度,变形金属在升温过程中无法发生回复,晶体内的储能来不及释放,再结晶核心数量较多,从而细化晶粒。但退火温度不能过高,否则会发生晶粒相互呑并而长大的现象,晶粒长大。
随着冷变形程度的增加,金属晶粒内部储能增多,从而降低再结晶温度。
铜及铜合金退火后的抗拉强度在很大程度上决定于晶粒大小。
低层错能的铜及铜合金,扩展位错很宽,冷变形组织必须经过再结晶后软化。
气垫式连续退火炉炉体由5个加热区和4个冷却区构成,每个加热区的温度相同,铜带进入炉内在2~3秒内快速加热至退火温度,其再结晶温度一般比钟罩炉高100℃~200℃,由于加热速度很快,晶粒不易长大。因此,通过控制终轧冷变量、成品退火温度和速度实现高强、超柔性能。
初步确定退火温度在400℃~450℃,试生产3批,分别采用不同的退火工艺和终轧形量,结果表明,二次退火抗拉强度可达到240Mpa,但硬度偏高,与要求值相差较大。根据3批的试生产测试结果,400℃退火时速度对硬度的影响非常小,同时400℃和450℃的退火温度对硬度的影响也不大。
为使硬度HV0.2《50,进一步调整退火工艺,将退火温度升至580℃,试生产4批,结果表明,随着退火速度的降低,硬度由56.6降至48.6,满足要求,而抗拉强度变化不大。
为更好地达到客户的技术要求,又试生产4批,终轧变形量60.5%。[page]
从试制中,要想得到高抗拉强度和低硬度相对较矛盾的材料性能,必须经过二次退火,二次退火间的变形量最好在60%左右,成品退火要采用高温低速。
在试制0.15mm的成功经验指导下,先后完成了0.18mm、0.125mm、0.3mm、0.1mm等各种规格的试样试制,上述各种规格的抗拉强度均大于240Mpa、硬度在46~49之间。
为便于组织生产,同样厚度的软态和硬态采用相同的中间退火厚度和退火工艺,软态的再经过一次成品退火、硬态则经过清洗拉矫完成,以提高生产效率和备料难度。
利用金属材料塑性变形中的加工硬化,控制冷轧变形量,实现硬态太阳能光伏铜带的抗拉强度和导电率;通过控制冷轧变形量和气垫炉再结晶退火工艺,得到超强、超柔的软态太阳能光伏铜带。
采用连续式退火工艺,性能均匀,整卷硬度HV0.2差异小于2,而且表面无色差、斑点。