一、出线口断线处理:
1、 线网断线处线头和缠绕到线导轮上的钢线清理干净,如果硅片中间有钢线要及时清理干净,防止钢线缠绕造成其他部位断线和误报警发生;
2、 在断线处抽取最外边的一根钢线连接的收线轴。调整出线口滑轮的位置与钢线垂直;
3、 检查并排除断线的原因,彻底检查出线口侧的滑轮和收线轴的状态。如果是排线不均造成的断线,需要更换收线轴;
4、 启动切割,手动加速到切割速度后,点击切割运行;
二、入线口断线:
1、 切至40mm范围以内: 要采取二次入刀的处理方法,提升工作台使硅块脱离线网,重新过线结并整理线网后开始重新入刀,打开砂浆,线网高张力,启动钢线马达速度0.4m/s以内,手动慢速(15mm/min以内) 下降工作台。入刀过程中如果钢线有大的线弓,需用手辅助将钢线拨入硅片间隙,工作台下降至切割位置即可。注意钢线量如果不足,调整临时切割工艺切完本刀;
2、 切至90%以上: 反向切割
2.1 、放线轴上需要大约10KM的钢线来缓解线轴受到的压力,防止卸放线轴困难;
2.2、在断线的位置整理好线网,连接到放线轴;
2.3、在线网的菜单使用"脚印"的功能。改变放线轴和收线轴的功能;
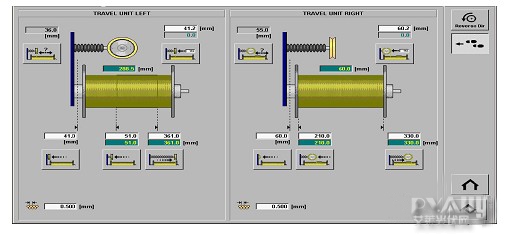
2.4、如图:重新设置右侧线轴的排线距离。内侧设置60mm,外侧设置成355mm,排线时注意检查排线位置是否合适,要及时修改排线距离;
2.5、HCT机床需要改变浆料分布,让浆料从入线侧流出。(阀门在机床顶部),右侧张力降低2N,左侧不变;2.6、启动切割,在切割时。注意放线轴的排线位置;
2.7、及时检查张力臂抖动的情况,如果发现抖动异常或机床发出张力臂位置异常报警时,每隔0.5小时更换右侧线轴,安装使用过的放线轴。
3、切割高度高于40mm以上,使用焊接机,过焊点机床参数设置及步骤
3.1、低张力10N,打开浆料,流量调制100kg/min;
3.2、记录过焊点时的收放线轴线量,HCT机床走过约4km、MB271走线约6.5km时,焊点可达收线轴位置;
3.3、工作台速度以30um/min上下往复运动, ,线速度小于0.5m/s。工作台往复运动幅度尽可能大一些,但要防止线网离开硅块或者切割硅块;
3.4、过焊点时注意线网状态,有无裂开,焊点断裂应及时停止所有运动,采取进一步措施;
3.5、焊点过完后以线速2m/s, 工作台100um/min速度往复运动,高张力 (Ф0.12mm,24;22N) 运行4000m,用高张力钢线布满整个导轮;
3.6、把工作台慢速下降到断线位置,使线网保持一定线弓,然后自动切割。
三、中间位置断线: 使用焊接机焊线处理
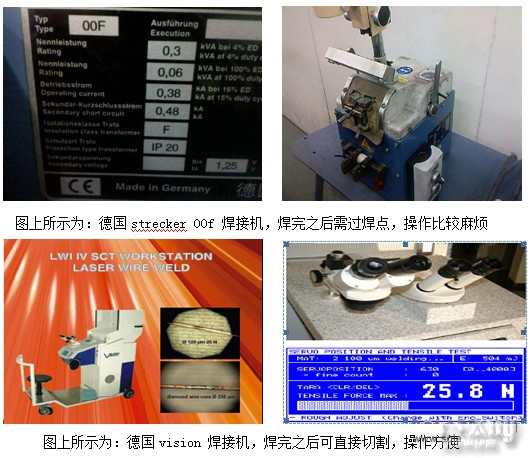
1、 目前国内采用的的焊接机主要有2种:strecker 00f、vision
2、焊线机过焊点操作方法:
2.1、中间断线区域剪去少量线网,应用分线网换轮使断线两侧衔接在一起,焊接两侧钢线, 尽可能使焊接的钢线短一些;
2.2、应用滑轮撑起松在线网外面焊接好的钢线;
2.3、启用过焊点工艺运行机床(入线口张力保持高张力,出线口低张力),撑起的钢线会被缓慢的收入进线网,操作者应拿着滑轮随动,在接近完全收入线网时,撤出滑轮,用手拉住钢线防止松散,直至钢线完全收完;
2.4、 焊点收到收线轴后。继续走线使整个线网分布高张力;
备注: strecker焊点焊好之后也可以直接切割,但是对焊线人员水平要求较高